de dazu ist folgende: Man nehme eine zusätzliche Führung mit ein paar Milimeter Weg und baue diese zwi-
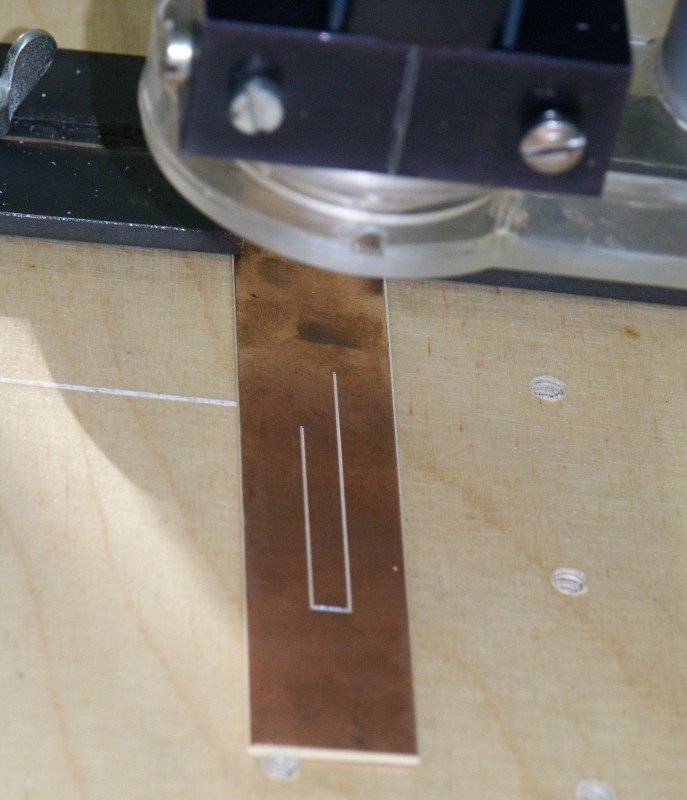
schen die z-Achse und die Fräskopfeinspannung, so daß sich der Fräskopf etwas anheben läßt. Dann braucht man noch einen höhenverstellbaren Schleifring. Den Schleifring stellt man so ein, daß der Fräser/ Gravierstichel genau um die gewünschte Gravurtiefe übersteht.
Beim Gravieren wählt man den Zustellweg so, daß der Schleifring auf dem Werkstück vollständig aufsetzt. Der Fräskopf mit Fräser wird durch sein Gewicht nach unten gedrückt und über den auf dem Werkstück aufsitzen-
den Schleifring nach oben. Höhenunterschiede im Werkstück werden so einfach über die zusätzliche Führung ausgeglichen.
Ich hatte allerdings keine Lust, jedesmal beim Wechseln zwischen Fräsen und Gravieren montieren zu müs-
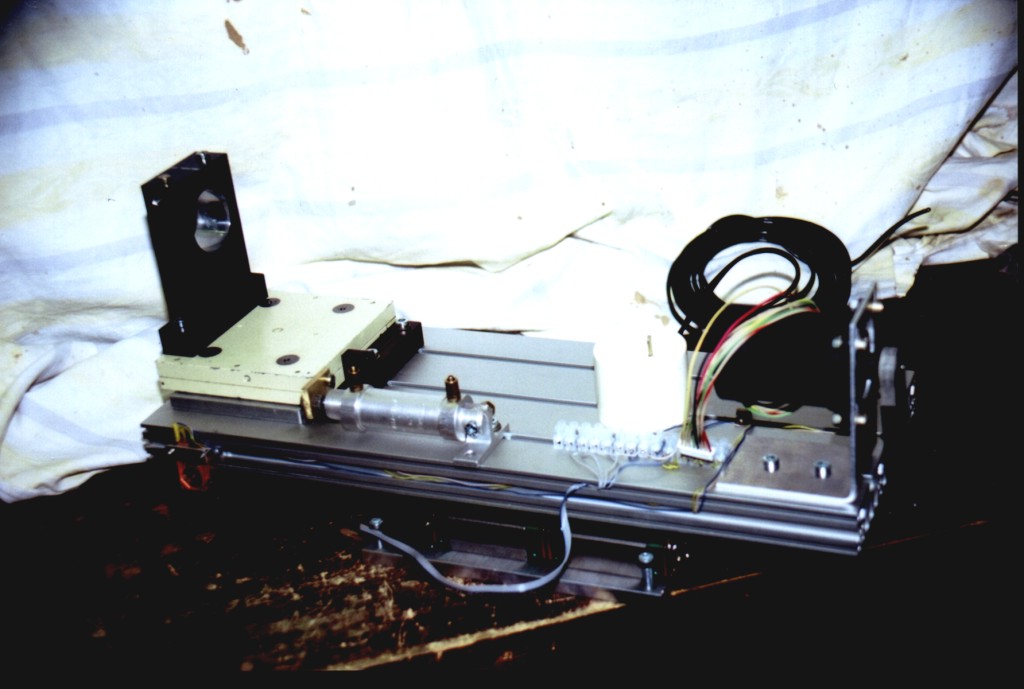
sen. Deshalb hat meine Fräse noch einen Pneumatikzylinder. Im Graviermodus steht dieser unter geringem Druck und verringert damit die Last auf dem Schleifring und Werkstück. Im Fräsmodus drückt der Zylinder die Führung gegen einen Anschlag. Damit ist der Fräskopf starr mit der z-Achse verbunden. Das Umschalten er-
folgt mit einem Magnetventil und wäre somit auch über Software steuerbar.
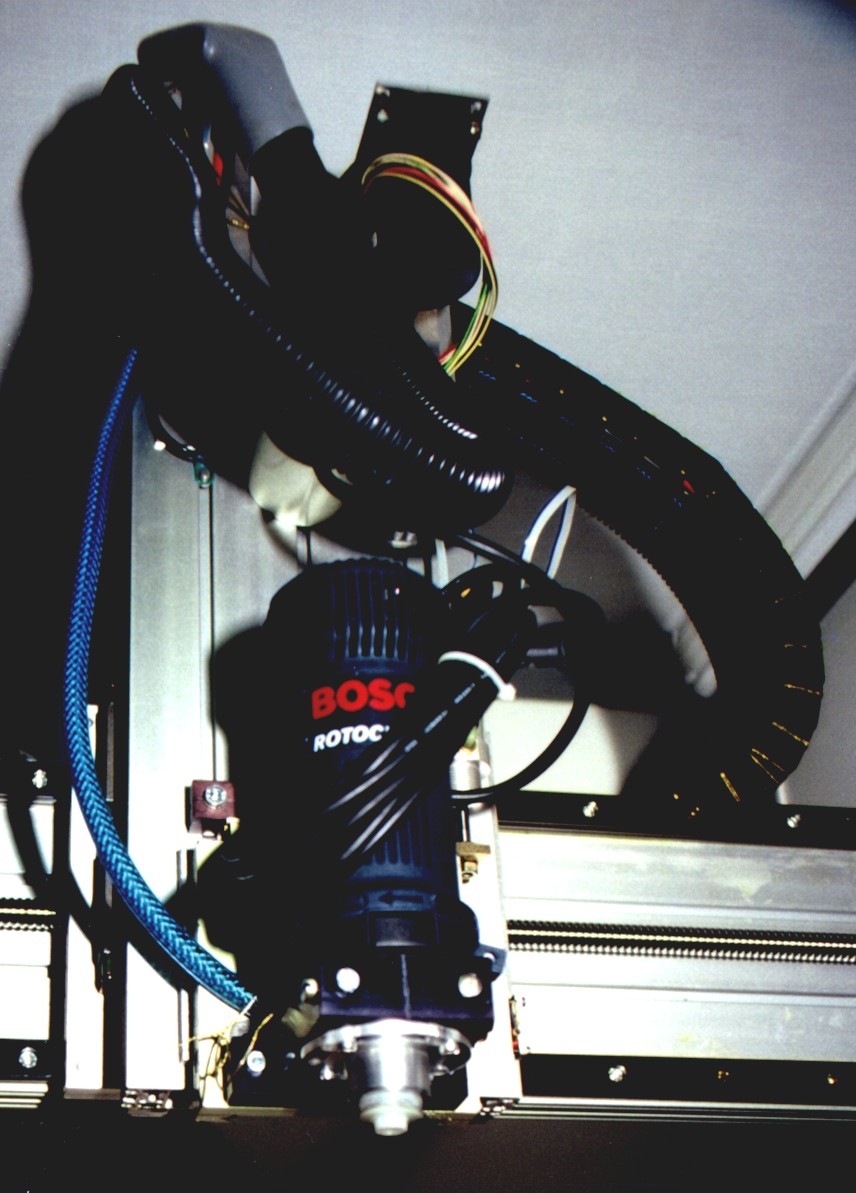
Z-Achse mit Graviertiefenregler. Die Führung stammte aus dem Prober.
Im Verlaufe der Jahre hat sich herausgestellt, daß die Preßluft nicht bei allen Fräßvorgängen nötig ist. Bei Ma-
terialien wie diversen Holzsorten für den Modellbau oder auch bei GFK und Hartpapier kann man auch ohne Feststellung des Tiefenreglers fräsen. Hier reicht das Eigengewicht des Fräskopfes aus, um in das Material einzudringen.